原位激光过程气体分析仪(对射式)GasTDL-3100
(点击查看产品详情)
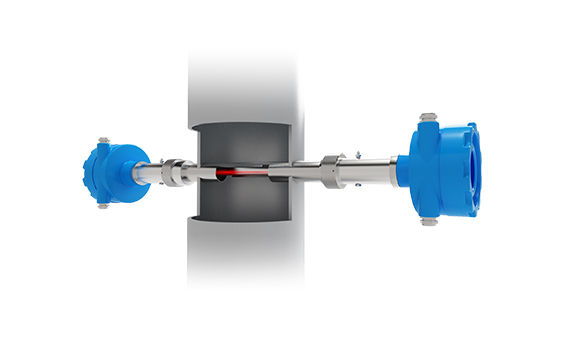
GasTDL-3100原位激光过程气体分析仪是基于可调谐半导体激光吸收光谱技术(TDLAS)的高性能光学分析仪器,采用对射式设计,可用于工业过程气体控制;其响应时间快速,在原位式测量中一般以秒计算,避免采样式测量带来的时间延迟,可在线及时的反应被测气体浓度。
产品特性
1、采用TDLAS技术,被测气体不受背景气体交叉干扰
2、原位安装,无需采样预处理系统
3、响应快速(T90≤1s),可实时反应气体浓度
4、实时在线测量,气体浓度不易失真,测量精度高
5、在高温、高粉尘、高水分、高腐蚀性、高流速等恶劣测量环境下具有良好的适应性
6、隔爆防爆设计,安全系数高
7、构造简洁,无可动元件,无损耗元件,免维护
| 原位激光过程气体分析仪(对射式)GasTDL-3100关键性能参数
|
| 测量组分
|
H2S、O2、CO、CO2、CH4*
|
| 测量原理
|
TDLAS
|
| 测试范围
|
H2S:0 ~ 100ppm,0 ~ 5000ppm
|
| O2:(0 ~ 5)%VOL (可定制100%)
|
| CO:(0 ~ 100)%VOL
|
| CO2:(0 ~ 100)%VOL
|
| CH4:(0 ~ 20)%VOL
|
| 精度
|
≤±1%F.S.
|
| 重复性
|
≤±1%
|
| 量程漂移
|
≤±1%F.S.
|
| 分辨率
|
0.01%VOL
|
| 响应时间
|
T90≤1s
|
| 工作参数
|
| 防爆等级
|
Ex d IIC T6 Gb
|
| 安装方式
|
原位安装
|
| 环境温度
|
(-20~ +60)℃
|
| 工作电源
|
24V DC,24W
|
| 吹扫气体
|
(0.3~ 0.8)MPa工业氮气
|
| 接口信号
|
| 通讯
|
RS485、RS232
|
| 输出模式
|
2路4-20mA输出
|
| 3路继电器输出
|
*注释:每套分析仪测量单一组分气体浓度。
红外气体分析仪(防爆型)Gasboard-3500

(点击查看产品详情)
Gasboard-3500红外气体分析仪(防爆型)采用自主知识产权的非分光红外(NDIR)气体分析技术及长寿命电化学传感技术,可同时在线测量CO、CO2、CH4、C3H8、O2、H2S等气体的体积浓度;仪器含前置预处理,能解决现场含水、含尘等恶劣工况应用。防爆设计,可满足多领域易燃易爆场所气体监测,保障工业现场安全。
产品特性
1、防爆设计:仪表采用防爆设计,隔爆外壳使设备内部空间与周围的环境隔开,确保发生爆炸时,外壳可承受产生的爆炸压力而不被损坏,使火焰不能穿越隔爆间隙点燃外部爆炸性环境
2、测量准确度高:多组分测量气体间无交叉干扰,测量准确度高。具备自诊断功能,可在线检查传感器状态
3、工作性能稳定:传感器采用双通道设计,稳定性强;所有与样气接触的部分均采用耐热、耐腐蚀的特种不锈钢、聚四氟乙烯等材料
4、自动化程度高:配置专业化预处理方案,高自动化,低维护,无需人工值守即可实现实时在线监测,大幅降低企业人工成本
5、数据管理简捷:可通过多种接口传输到上级集中控制系统
| 红外气体分析仪(防爆型)Gasboard-3500关键性能指标
|
| 测量组分
|
CO、CO2、CH4、C3H8、O2、H2S
|
| 测量原理
|
NDIR、ECD
|
| 测量范围
|
CO/CO2/CH4/C3H8:(0~100)%
|
| O2:(0~25)%;H2S:(0~9999)ppm
|
| 线性误差
|
CO/CO2/CH4/C3H8:±1%F.S.;O2/H2S:±2%F.S.
|
| 分辨率
|
0.01%(针对低量程分辨率可达到1ppm)
|
| 重复性
|
≤2%
|
| 响应时间
|
T90<60s(NDIR)
|
| 最佳流量
|
(0.7~1.2)L/min
|
| 进气压力
|
(2~50)kPa
|
| 样气要求
|
无尘、无水、无油
|
| 电气参数
|
| 通信
|
RS-485/RS-232;4-20mA;Ethernet
|
| 电源
|
AC220V,50Hz
|
| 显示
|
LCD显示
|
| 防爆等级认证
|
ExdⅡCT6
|
| 功能配置
|
内置调零气泵,可以实现空气自动调零
|
| 具备自诊断功能,可在线检查传感器状态
|

.png?6L+H56iL5rCU5L2T5bqU55So5qGI5L6L5Zu+5qCHMygxKS5wbmc=)
.png?54Of5rCU5bqU55So5qGI5L6L5Zu+5qCHKDEpLnBuZw==)
.png?5bC+5rCU5bqU55So5qGI5L6L5Zu+5qCHMigxKS5wbmc=)


 在线
在线
 咨询
咨询
 关注
关注
